 Telefon: 0086-18958702935
Telefon: 0086-18958702935 E-mail: sales02@dajiangmachine.com
E-mail: sales02@dajiangmachine.com







Moderna MAP-trågförslutare kan antingen direkt injicera en konserverande gasblandning ("luftspolning") i tråget eller först evakuera luft och sedan fylla det. Våra Wenzhou Dajiang (DJPACK) trågförslutare markerar tydligt detta val: modeller som slutar på G ärgasspolningsmaskiner, medan de som slutar på V ärvakuumspolningsmaskinerMAP-maskiner (Modified Atmosphere Packaging) fyller brickor med en kontrollerad gasblandning (vanligtvis N₂, CO₂, O₂) för att skydda livsmedel. Genom att ersätta vanlig luft med en inert gasmiljö förlänger MAP hållbarheten avsevärt och bevarar färg, smak och konsistens.
Trågförslutare kan hantera olika behållare (tråg, koppar, skålar) och fylla på färska livsmedel (kött, grönsaker, sallader, färdigrätter etc.) innan de förseglar filmen. Till exempel är DJL-370G (gasspolning) och DJL-370V (vakuumspolning) identiska trågförslutare förutom deras spolningsmetod. I avsnitten nedan förklarar vi hur varje spolningsläge fungerar, dess användningsområden och fördelarna med varje.
Gasspolningsförpackning (luftspolning)
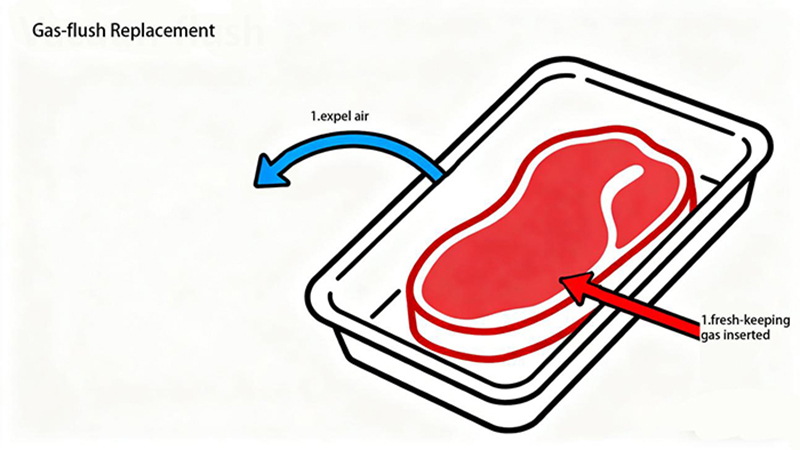
In gasspolningförpackningen, maskineninjicerar direkt en skyddande gasblandning i brickan för att förtränga luftenföre försegling. I praktiken införs en inert gas i förpackningen, vilket trycker ut nästan all luft. När MAP-gasen injiceras vid ett mycket högre tryck – ungefär fem till sex gånger starkare än luften inuti brickan – pressar den ut luften ur behållaren och ersätter den med skyddsgasen. Brickan förseglas sedan med den nya atmosfären inuti. Inget vakuumsteg används – brickan förblir vid eller nära omgivningstryck under hela förseglingen.
Denna metod ärsnabbareän vakuumspolningsbyte. Till exempel,vårgolvtypmodellDJL-370G(gasspolnings)förseglaren kan i teorin köras på cirka 5–6 cykler/min, betydligt snabbare än de 3–4 cyklerna/min för vakuummodellen.Gasspolningsmaskineranvänder också en enklare mekanism (ingen kraftig vakuumkammare eller stor pump), så de förbrukar mindre ström och är lättare. (Faktum är att,DJL-370Gär bara 170 kg jämfört med 265 kg förDJL-370V, och 2,4 kW jämfört med 3,5 kW effekt.) Detta leder till lägre utrustnings- och driftskostnader.
Vanliga fördelar med gasspolande MAP inkluderar:
1.Idealisk för produkter som inte kräver extremt lågt restsyreinnehåll:
Särskilt rött kött som nötkött, lamm och inälvsprodukter, som faktiskt behöver en viss nivå av syre inuti tråget för att behålla sin naturliga ljusa färg och fräscha utseende.
2.Betydligt högre arbetseffektivitet:
Systemet eliminerar det långa vakuumpumpningssteget, vilket resulterar i kortare cykeltider och högre effekt jämfört med modeller med vakuumersättning.
3.Lägre maskinkostnad:
Eftersom ingen vakuumkammare eller vakuumpump krävs är den övergripande konstruktionen enklare och mer ekonomisk, vilket minskar både tillverknings- och underhållskostnader.
4.Lägre strömförbrukning:
Gasspolningsmaskiner kräver vanligtvis mindre elkraft och kan ofta drivas med en vanlig enfas strömförsörjning.
5.Hög gasutbyteseffektivitet:
Spolningsprocessen kan uppnå en gasutbytesgrad på över 99 %, vilket säkerställer utmärkt MAP-prestanda för ett brett spektrum av produkter.
Vakuumspolningsförpackning (vakuumutbyte)
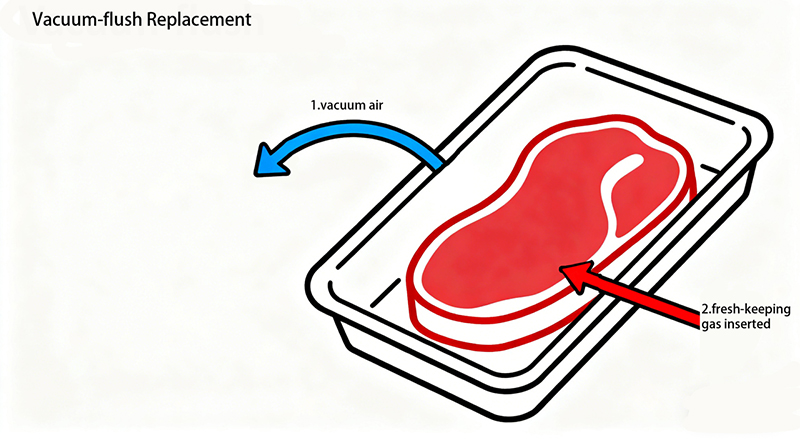
In vakuumspolningVid förpackning skapar maskinen först ett vakuum och fyller sedan med gas. Mer specifikt avlägsnar en kammarvakuumpump nästan all luft från den förseglade brickan. När ett starkt vakuum (nästan nolltryck) har uppnåtts injicerar systemet skyddsgasen i kammaren och brickan. Slutligen förseglas brickan när kammartrycket har normaliserats.
Denna tvåstegsprocess (vakuum sedan gas) uppnår en mycket låg resthalt av O₂– ofta≤0,5 %Under vakuumsteget upprätthåller maskinen lika tryck inuti brickan och inuti kammaren, vilket säkerställer att produkten inte deformeras av tryckskillnader. Efter vakuumfasen inför systemet MAP-gasblandningen i brickan och fortsätter med värmeförseglingen, vilket slutför hela förpackningscykeln.
Eftersom en tung vakuumpump och en tätad kammare behövs,vakuum-MAP-maskinerär större, tyngre och mer komplexa. Större vakuumkammare kräver vakuumpumpar med högre pumphastigheter. Till exempel, i våra golvmodeller ökar pumpkapaciteten med maskinens storlek. Den största standardmodellen, DJL-440V, är utrustad med en vakuumpump på 100 m³/h. Anpassade konfigurationer finns också tillgängliga på begäran.
Kostnadsmässigt kräver vakuummodeller dyra vakuumventiler och pumpar, vilket höjer maskinens pris. Vakuum-MAP ger dock det högsta gasutbytet: tester visar att upp till 99,5 % av luften kan avlägsnas.
Vanliga fördelar med gasspolande MAP inkluderar:
1.Extremt låga halter av kvarvarande syre:
Vakuumutbytessystem är idealiska för produkter som kräver mycket strikt kontroll över kvarvarande syre. Genom att först avlägsna luften och sedan återfylla med MAP-gasblandningen kan systemet uppnå en mycket lägre O₂-nivå än gasspolningssystem. Detta är särskilt fördelaktigt för produkter som är mycket känsliga för oxidation eller mikrobiell tillväxt.
2.Lägre gasförbrukning och total driftskostnad:
Även omgasspolningsmaskiner (G-typ)har lägre utrustningskostnad, kan vakuumersättningssystem avsevärt minska driftskostnaden genom att förbruka mycket mindre MAP-gas.
Med gasspolningssystem måste skyddsgas injiceras i stora mängder för att fysiskt trycka ut den befintliga luften ur brickan. För att säkerställa fullständig förträngning krävs alltid ytterligare gas, vilket oundvikligen leder till en viss grad av slöseri.
Däremot behöver vakuumersättningssystem bara tillräckligt med gas för att utjämna trycket inuti brickan efter vakuumfasen. Eftersom det mesta av luften redan har avlägsnats behövs väldigt lite MAP-gas för att fylla på brickan, vilket resulterar i betydligt lägre förbrukning.
Därför utvärderar kunder ofta maskinkostnad kontra bensinkostnad när de väljer mellan G-typ- och V-typmodeller, och väljer det alternativ som ger den mest kostnadseffektiva långsiktiga driften.
3.Mer effektiv för applikationer som kräver mycket exakta gasförhållanden
För produkter som kräver extremt lågt restsyre eller storskaliga maskiner kan vakuumersättning vara mer effektivt.
Eftersom gasspolningssystem är beroende av riktat gasflöde för att trycka ut luft, kan vissa hörn eller oregelbundna områden i brickan vara svårare att rensa helt. Detta gör det svårare att uppnå extremt strikta gasförhållanden eller ultralåga syrenivåer.
Vakuumutbytessystem har inte denna begränsning. Eftersom luften avlägsnas helt före påfyllning fyller MAP-gasblandningen brickan jämnt, vilket säkerställer en mer exakt och jämn atmosfär. I många fall uppnår vakuumutbyte det erforderliga gasförhållandet snabbare och mer noggrant än gasspolningsmetoder.
Gasspolning vs. vakuumspolning: Jämförelse
| ErsättningMetod | Gsom infälld (G-modell) | Vacuum Flush (V-modell) |
| Arbetsprincip | Injicera inert gas (N₂/CO₂) direkt i brickan, förträng luften; inget vakuum dras. | Evakuera nästan all luft först (vakuumpump), fyll sedan på med gasblandning. |
| Maskinkomplexitet | Enklare – ingen stor vakuumkammare eller pump behövs. | Mer komplex – kräver förseglad vakuumkammare och vakuumpump. |
| Cykelhastighet/effektivitet | Hög genomströmning tack vare att vakuumsteget hoppas över. | Långsammare cykel på grund av vakuumsänkning och tryckutjämning. |
| Restsyre/gaseffektivitet | Mycket högt gasflöde innebär i många fall > 99 % utbyte. | Ännu högre renhet: kan reducera kvarvarande O₂ till mycket låga nivåer, med mindre gasspill. |
| Driftskostnadsdrivare | Använder mer skyddsgas (eftersom gasen måste spola ut den ursprungliga luften). | Lägre bensinförbrukning: efter dammsugning behövs endast påfyllning, så bensinkostnaderna blir mer ekonomiska. |
| Ideala användningsfall | Produkter som inte behöver ultralågt O₂: rött kött (där en del O₂ är bra för färgen), färska råvaror. | Tillämpningar med mycket strikt O₂-kontroll: syrekänsliga livsmedel, lång hållbarhet eller där bensinkostnaden är en faktor, som tillagad mat. |
| Kostnadsöverväganden | Lägre maskinkostnad (inget vakuumsystem) | Högre utrustningskostnad (vakuumpump, kammare), men lägre gasförbrukning på lång sikt |
Slutsats
Att välja mellan gasspolning ("G"-typ) och vakuumspolning ("V"-typ) för din MAP-maskin av bricktyp beror på dina produktegenskaper, produktionsprioriteringar och kostnadsöverväganden.
- Om din prioritet är höghastighetsproduktion och du förpackar produkter som inte kräver extremt låg restsyrehalt – såsom rött kött, delikatessprodukter eller produkter där utseende och färg är avgörande – är Gas Flush (G)-modellen ofta det bästa valet. Den ger dig snabba cykeltider och lägre utrustningskostnader.fördina produkter.
- Å andra sidan, om din produkt kräver mycket låg restsyrehalt, eller om du vill minimera förbrukningen av skyddsgas, kan Vacuum Flush (V)-modellen erbjuda överlägsen kostnadseffektivitet på lång sikt. Trots den högre initialkostnaden (vakuumpump, sluten kammare) kan dess låga gasförbrukning och höga deplacementeffektivitet göra den mer ekonomisk för vissa tillämpningar.
På Wenzhou Dajiang / DJPACK Machinery är våra trågförslutare utformade för att stödja båda lägena — välj bara suffixet "G" eller "V" när du väljer din modell (t.ex.DJL-440G or DJL-440VDenna flexibilitet gör att du kan balansera maskinkostnad, produktionshastighet, gasförbrukning och produktkvalitet för att bäst passa dina affärsbehov.
Publiceringstid: 24 november 2025


